

")

Dieptrekken is een populaire methode voor de productie van complexe holle producten met aan 1 zijde een opening. De meeste constructeurs hebben geleerd om een onderdeel te ontwerpen voor technieken zoals draaien en frezen, het ontwerpen van een diepgetrokken onderdeel vereist echter een andere manier van denken. Dieptrekken is een van de vele plaatbewerkingstechnieken die er zijn, zoals buigen, knippen, hydrovormen, forceren, duntrekken, ponsen, felsen, kralen en strekken
Verschillen tussen dieptrekken en verspanen.
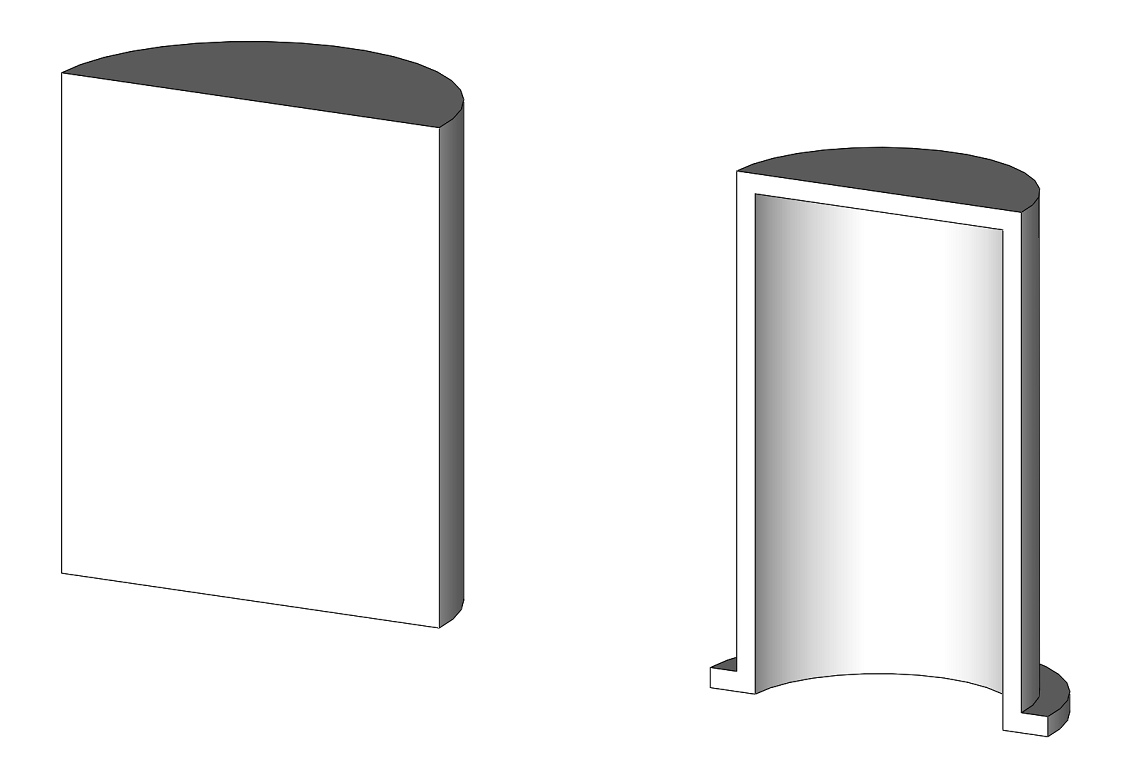
In essentie is het grootste verschil tussen verspanen en dieptrekken het feit dat bij verspanen materiaal wordt verwijderd en bij dieptrekken materiaal wordt vervormd. Het begrijpen van deze twee belangrijke verschillen is de kern tot het succesvol ontwerpen van een diepgetrokken onderdeel. Onderstaand een doorsnede van het startmateriaal voor verspanenen en dieptrekken en het bijbehorende eindresultaat.
 |
 |
|
| Bij verspanen is het de bedoeling dat de bedoeling het materiaal effiecient en precies te verwijderen. Het materiaal dat overblijft is het gevraagde product. | Bij dieptrekken wordt gestart met een vlakke plaat (platine) en wordt deze vervormd tot een holle 3d vorm. De folie is koud vervormd wat betekend dat molecuulstructuren ten opzichte van elkaar worden verschoven in het materiaal. |
Grootste verschillen tussen dieptrekken en verspanen
Door de verschillen tussen deze technieken is het belangrijk om na te denken over de voor en nadelen die beide technologien te bieden hebben. Zie hier een artikel met hierin meer informatie over de verschillende technieken. Onderstaand een korte samenvatting van de belangrijkste verschillen
| Dieptrekken | Verspanen | ||
| Verschillende wanddiktes | In essentie is de wanddikte gelijk aan de dikte van het plaatmateriaal waaarmee is gestart, het materiaal kan echter tot een zekere mate worden dungetrokken tijdens het proces | Geen beperkingen in het maken van verschillende wanddiktes | |
| Dunne wanden | Erg dunne wanden tot 20 micron mogelijk. | Waanddiktes onder de 0,2mm worden uitdagend bij het draaien. Dit wordt veroorzaakt door de mechanische krachten die worden uitgevoerd op het product tijden het verspanen. | |
| Sterkte en gewicht | Dieptrekken geeft een hoge sterkte aangezieen het materiaal verhard tijdens het process. In algemene zin zijn producten lichter en sterker in vergelijking tot verspanende producten. | De sterkte van het materiaal verandert niet tijdens het proces. Doormiddel van warmtebehandelingen is echter wel mogelijk om sommige materialen een hogere hardheid te geven, dit kan echter weer nadelige invloed hebben op de maatvoering. Producten zijn over het algemeen zwaarder dan diepgetrokken producten. | |
| Aantallen | Erg schaalbaar. Vaak gebruikt bij hoge volumes, maar het kan al interessant zijn vanaf 10 stuks | Geschikt voor kleinere series en prototypes |
Basis regels bij het ontwerpen van een dieptrekproduct
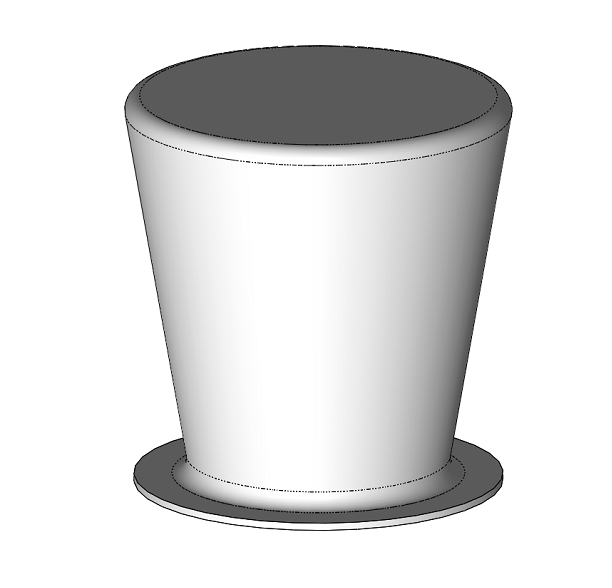
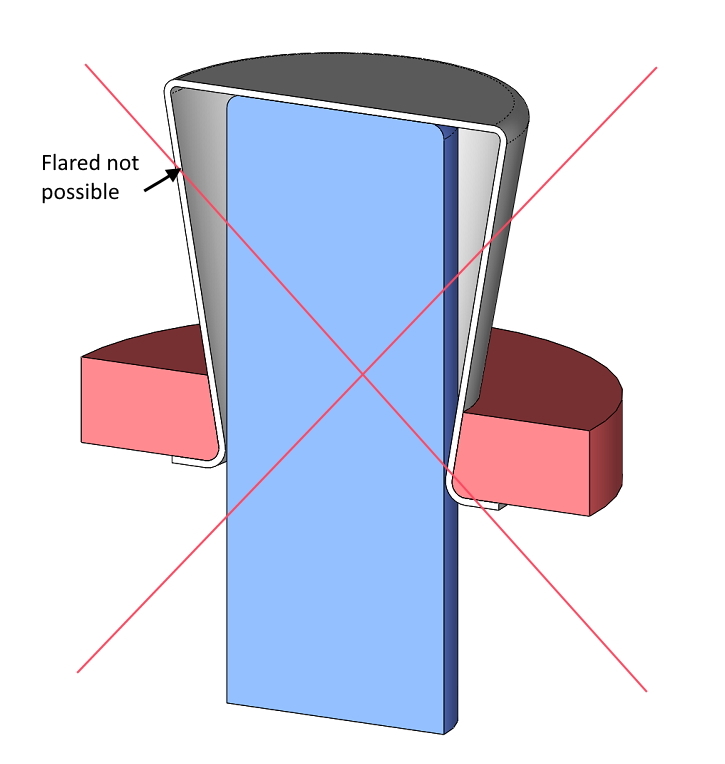
1) Uitlopende producten
Producten die naar buiten uitlopen zijn in algeme zin niet mogelijk om te maken. Het product kan dus niet groter zijn dan de afmetingen van de trekring. De trekdoorn kan het materiaal niet naar buiten duwen. Naast het feit dat de punch het materiaal niet naar buiten kan duwen is het ook niet mogelijk om het product te lossen uit de trekring op deze manier. Er zijn echter andere mogelijke technieken om deze producten wel te kunnen maken, zoals met hydrovormen. Neem contact met ons op mocht u vragen hebben met betrekking tot dit soort onderdelen.
 |
 |
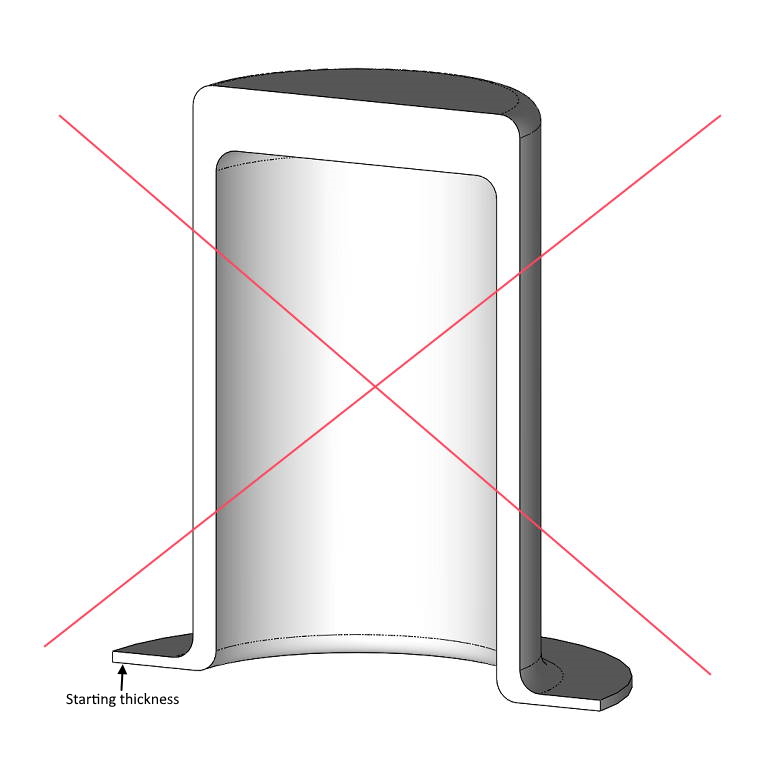
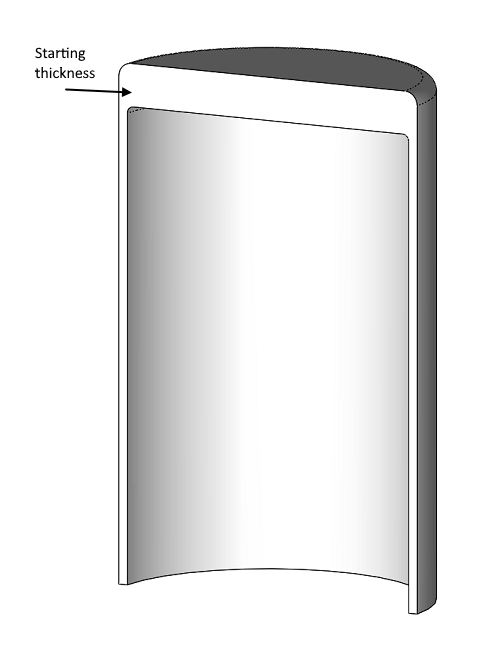
2) Producten met wanden dikker dan het aanvangsmateriaal
Producten met wanden dikker dan het aanvangsmateriaal (platine) zijn niet mogelijk om te maken met behulp van dieptrekken, zie links. Soms zijn er mogelijkheden om het materiaal dun te trekken. Hierbij wordt er begonnen met een product met een dikke wanddikte en wordt de wand verdund in de lengte. Hierbij behoudt de bodem haar dikte en wordt de wand dunner en hoger. Vraag ons naar de mogelijkheden
 |
 |
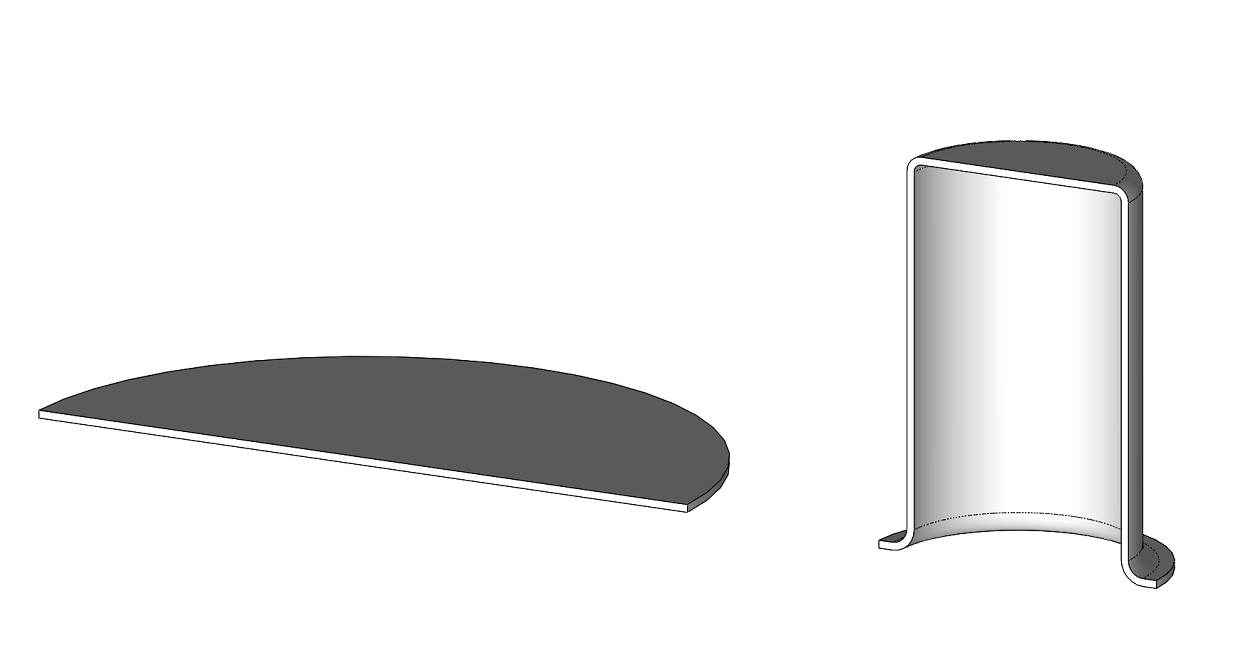
3) Snijden van de flens
Verticaal snijden is en de basis eenvoudiger omdat deze snijbeweging in lijn ligt met de beweging van de pers. Het haaks snijden op de wand is wel mogelijk, maar zal complexere gereedschappen vragen met de kans op hogere slijtage. Daarnaast is het ook mogelijk om het snijden uit te voeren doormiddel van secundaire technieken buiten het dieptrekproces. Hiierbij valt de denken aan bijvoorbeeld lasersnijden. Het haaks snijden is dan ook kostenverhogend.
 |
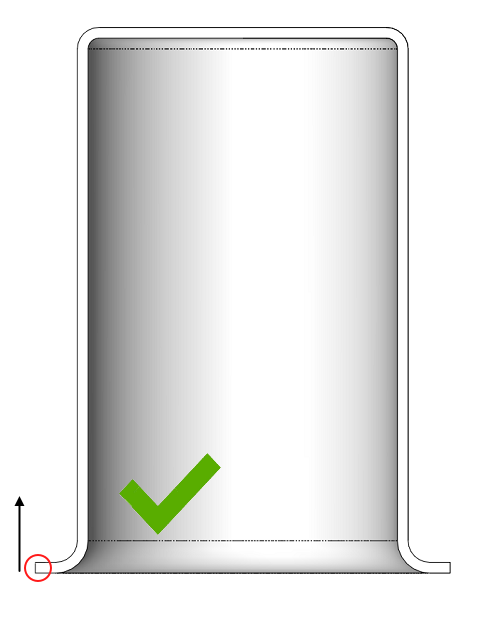 |
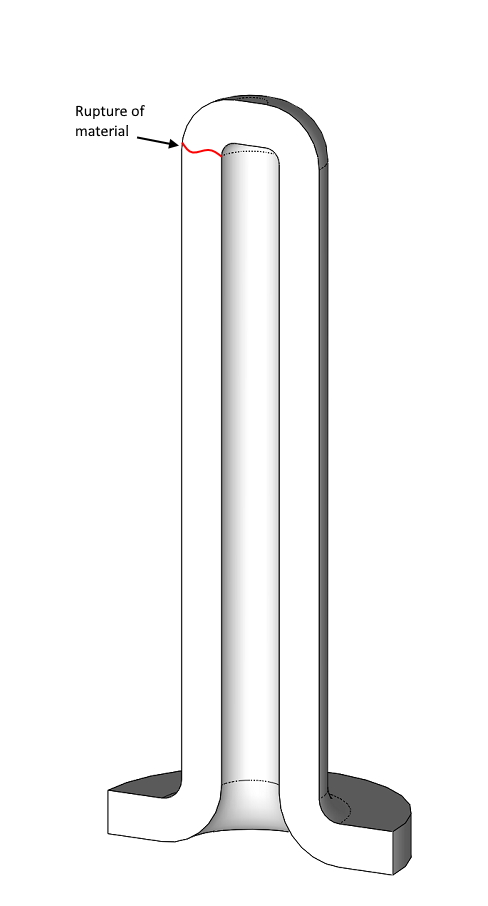
4) Ratio tussen de diameter en de materiaal dikte
Producten met een kleine diameter wandikte verhouding zijn niet diep te trekken. De trekdoorn brengt de kracht van de pers over op de bodem van het product. In onderstaand voorbeeld is te zien dat de wanden zo dik zijn dat de bodem te veel kracht moet verwerken om de wanden te kunnen vervormen. Als een kleine diameter is gewenst, is het daarom noodzakelijk om ook de dikte van het materiaal naar rato aan te passen.
 |
Dit zijn slechts enkele voorbeelden om in overweging te nemen bij het ontwerpen van een diepgetrokken product. Kijk hier voor meer informatie over dieptrekken of ga naar de hoofdpagina voor meer informatie.
Als u wilt weten of dieptrekken geschikt is voor uw toepassing, neem dan contact met ons op of stuur een email naar Dit e-mailadres wordt beveiligd tegen spambots. JavaScript dient ingeschakeld te zijn om het te bekijken.